




HK 465X-1 45° stroj za robne trakove

Tehnični parametri
| HK-465x-1 | |||
| Celotna dimenzija |
5226*745*1625 mm | obdelovanec hitrost |
20-25m/min |
|
Debelina roba bend |
0,35-3 mm | Nazivni tlak | 0,6 kg |
| Delovna teža | T | Prenesite moč motorja | 4KW |
| Širina lista |
40 mm | skupna moč |
12,2kw |
| Debelina pločevine |
9-60 mm | Najmanjša dolžina obdelave |
150 mm |
| napetost |
380V 50HZ | Oblike dela |
popolnoma avtomatsko |
Značilnosti stroja

Nagibno predrezkanje
Vrsta rezkanja poševnega roba, 45° fiksni mehanizem za predhodno rezkanje, žaganje in drobljenje roba rezalne plošče, zaradi česar je učinek tesnjenja poševnega roba boljši.
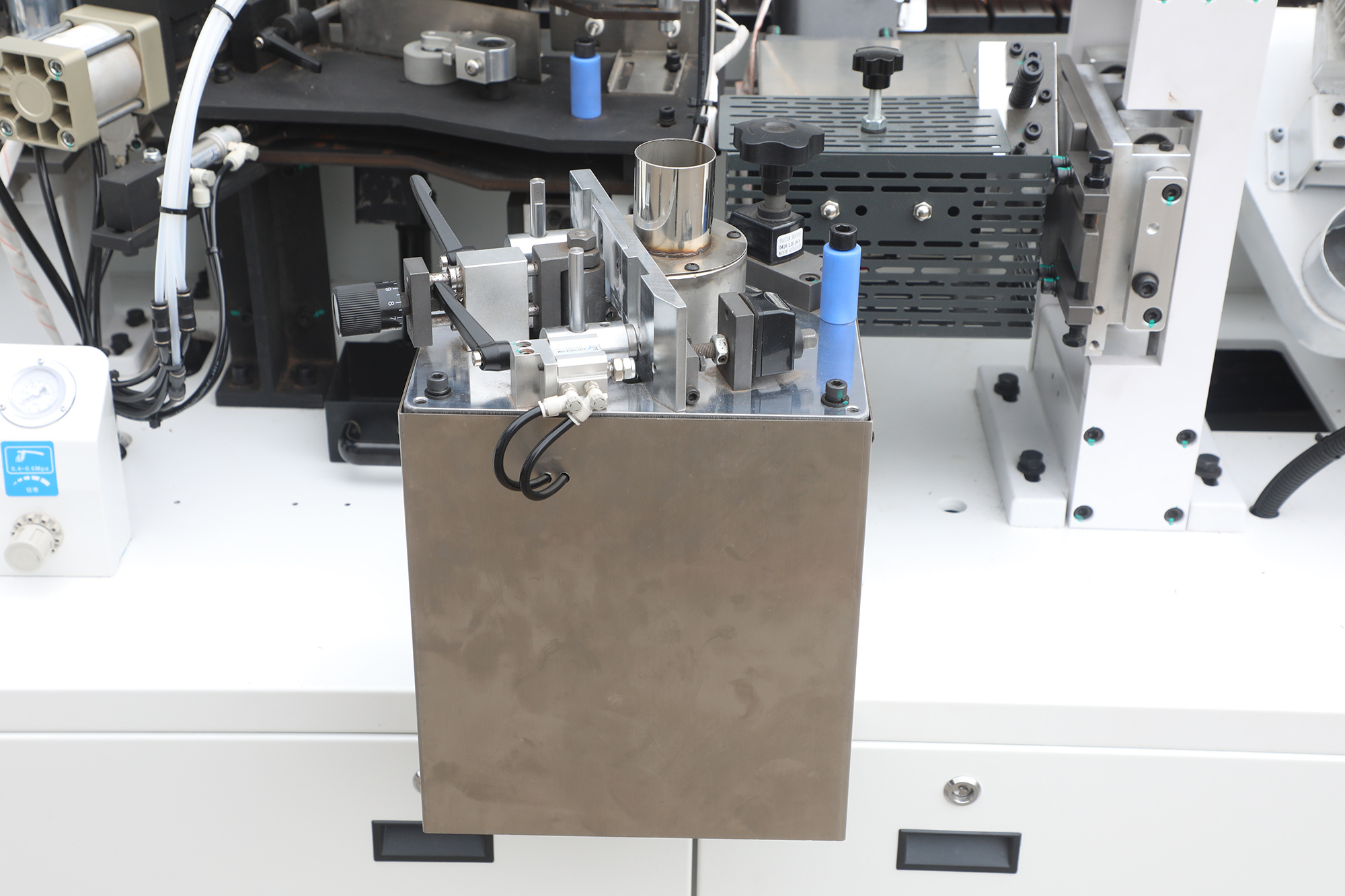
Naklonsko lepljenje
Lepilna prevleka poševnega roba in mehanizem za stiskanje lahko enakomerno naneseta lepilo na poševni ravni rob in brezhibno povežeta tesnilo poševnega roba.

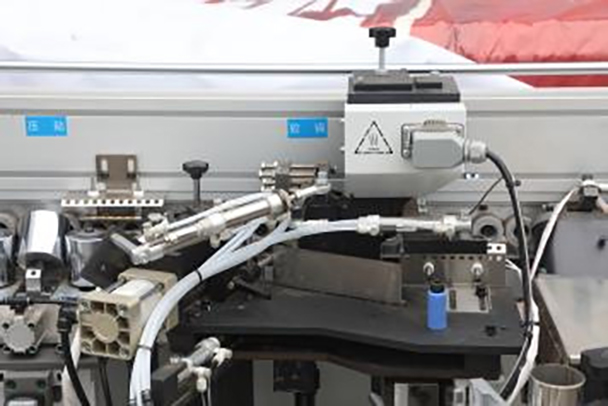
Naklonsko lepljenje
Z lončkom za lepilo nanesite lepilo na pnevmatsko stikalo. Lepilo je enakomerno naneseno in linija lepila je v redu.
Žlebljenje robnega traku
Zarezovanje utorov v robnem traku, zarezovanje in graviranje traku

Nagnjeni pritisk
Poševno ravno stiskanje lahko zagotovi popolno kombinacijo robnega traku in roba plošče, kar izboljša lepoto in vzdržljivost plošče. Ta postopek se običajno uporablja pri izdelavi pohištva, obdelavi dekorativnih materialov itd.
Končno rezanje
Neodvisno splakovanje ima ločeno podporno podlago in vodilo, da se učinkovito izogne medsebojnim vibracijam, ki vplivajo na učinek splakovanja. Sprednje in zadnje splakovanje sta opremljena z varovalnimi napravami, da se učinkovito izogneta vplivu vibracij, ki jih povzroči udarec.
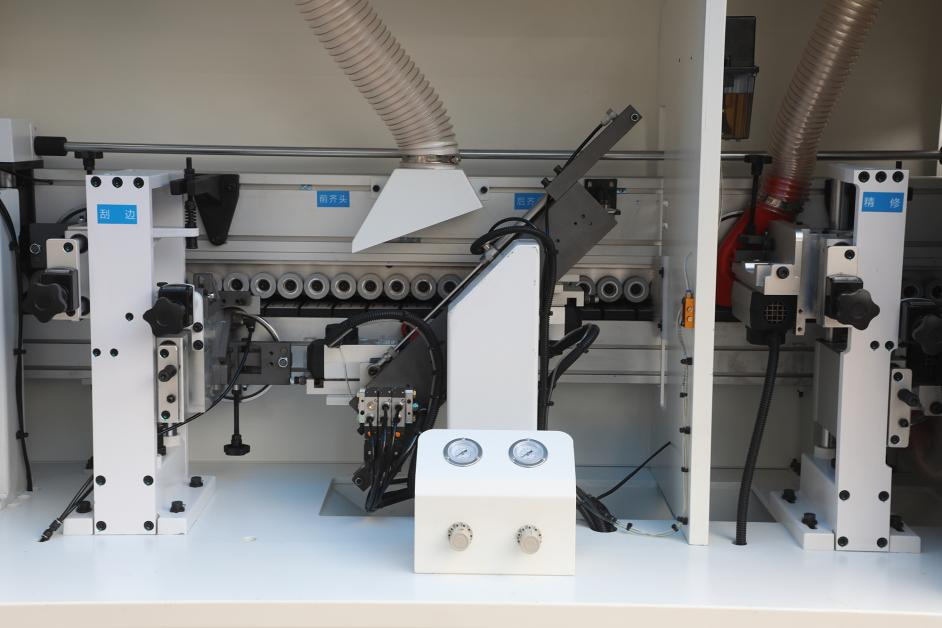

strganje
Odvisno od debeline robnega traku se lahko robno strgalo prilagodljivo uporablja za strganje. Strganje lahko poljubno preklapljate, da bo lok robnega traku bolj gladek.
Poliranje
Obdelano ploščo očistita dva polirna kolesa, ki se vrtita z veliko hitrostjo, zaradi česar je z robom zaprt del bolj gladek in lepši ter omogočata enakomerno obrabo polirnih koles.





